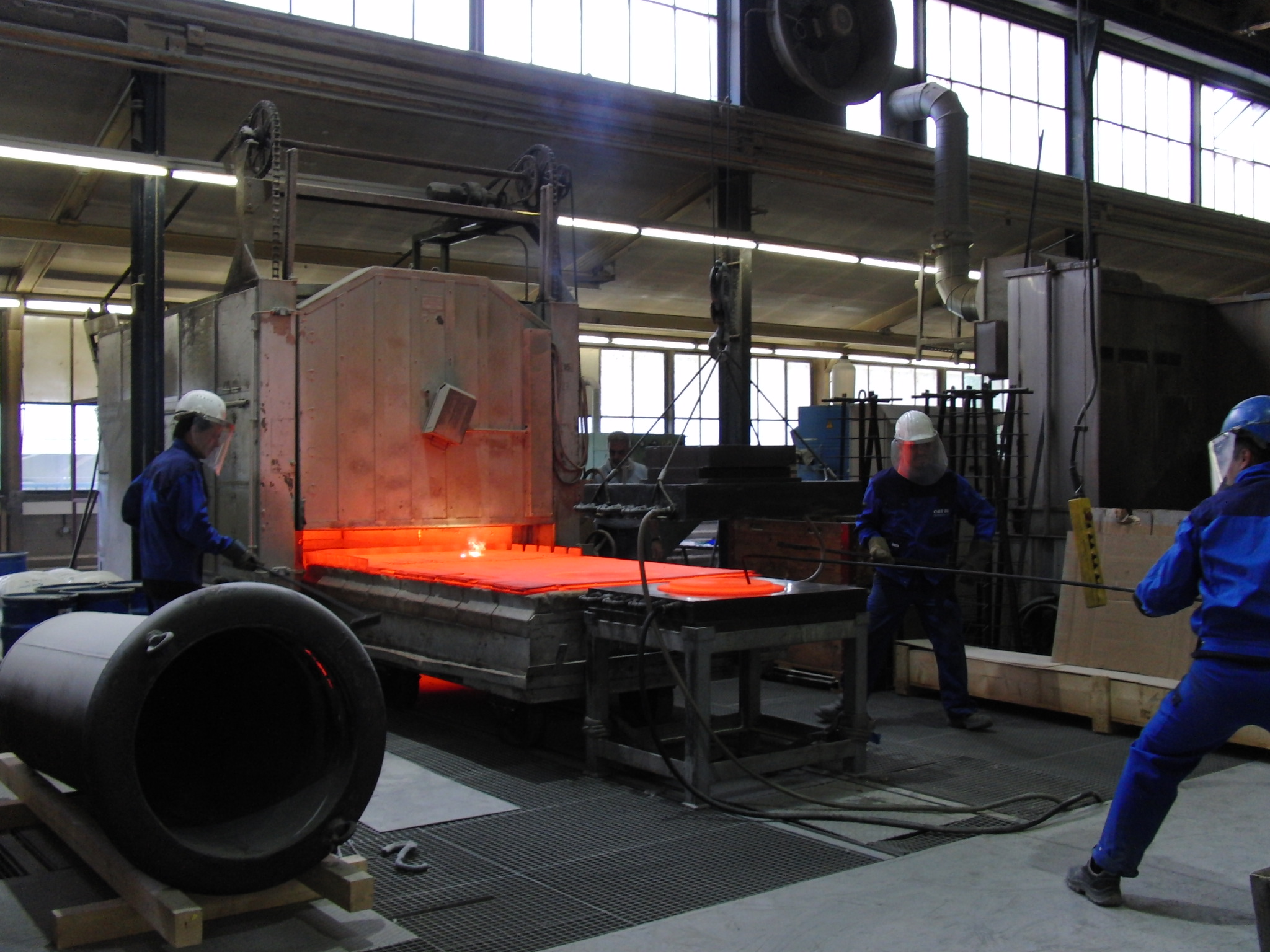
Wärmebehandlung
Oelabschreckung - Warmbadabschreckung - Legierte Einsatzstähle - Verschiedene Anlagen - bis 1000kg Chargengewicht - bis 1200 x 760 x 910mm - partielle Behandlung möglich für dünne, flache Teile - beste Ebenheit - diverse Vorrichtungen verzugsarmes Verfahren - hohe Oberflächenhärte - bis D 1000 x 3000mm - mit / ohne Nachoxidation mit / ohne Schutzgas - verschiedene Anlagen - Spannungsarmglühen - Normalisieren - Weichglühen - Lösungsglühen - bis 1000°C - bis 2360 x 1200 x 600mm Ölabschreckung - Warmbadabschreckung - Legierte / unlegierte Stähle - bis 1000 kg Chargengewicht - bis 1200 x 760 x 910mm - verschiedene Anlagen - für geringen Verzug mit / ohne Nachoxidation - mit / ohne Nachpolieren - verschiedene Anlagen - mit/ohne Verbidungsschicht (weisse Schicht) - Pulsplasma - Nitrokarburieren möglich - Härten - Vergüten - Oelabschreckung - Wärmebadabschreckung - Baustähle - Werkzeugstähle - Verschiedene Anlagen - bis 1000kg Chargengewicht - bis 1020° C Durchlaufofe - bis 1050°C - Bandbreite 300mm - max. Höhe 150mm - Flussmittelfrei Badnitrieren (Tenifer) - Tenifer QP (mit Nachoxidation und Polieren) - QPQ für beste Resultate - D 600 x 2000mm - bis 3900 mm Länge im Umschlagverfahren - Partielle Behandlung möglich bis 1250°C - bis 900 x 600 x 600mm - Werkzeugstähle - Chargengewicht bis 1000kg - Überdruckabschreckung bis 6bar - Warmbadsimulation - Verzugsarm bis 1250°C - bis 900 x 600 x 600mm - bis 1000kg - Flussmittelfrei
Einsatzhärten
Fixturhärten
Gasnitrieren
Glühen
Karbonitrieren
Nitrokarburieren
bis D 1000 x 3000mm
Plasmanitrieren
bis D 650 x 1250mm - Partielle Behandlung möglich
Schutzgashärten
Schutzgaslöten
Tenifer (QPQ)
Vakuumhärten
Vakuumlöten

Charge abschrecken

Einsatzhärten und Karbonitrieren

Glühen
Quettenhärten